Supply and installation of specialized food processing equipment and automation systems for a food and food additive manufacturing company, aimed at ensuring more efficient, safer, and more hygienic product handling. As part of the project, OMAC and CSF food-grade pumps were delivered to ensure safe and hygienic transfer of liquid and viscous products. Additionally, a 1 m³ food-grade intermediate tank with a platform and complete technological equipment was supplied, including:
–CIP pump with a capacity of 35 m³/h for cleaning solution circulation;
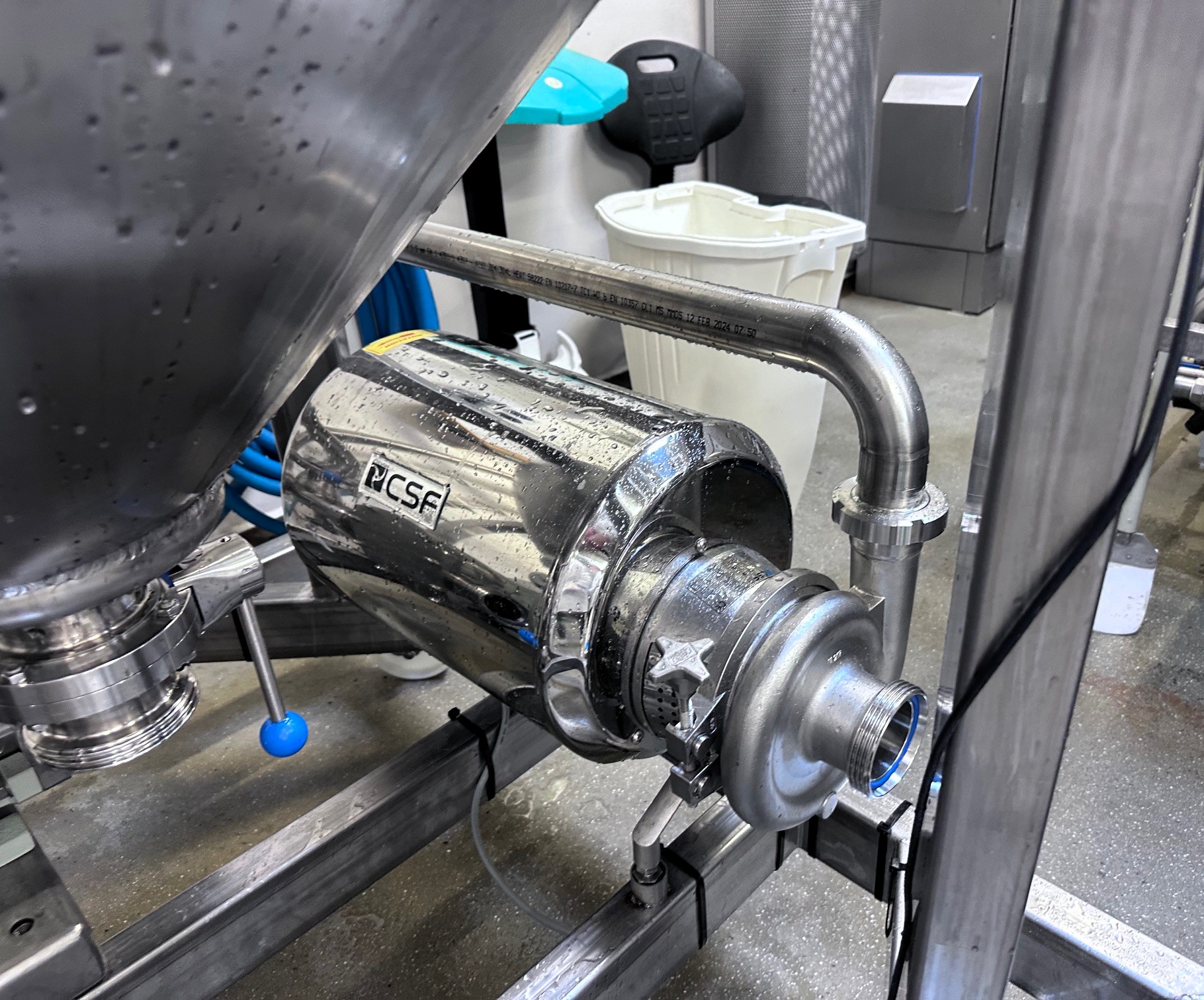
–Product pump with a capacity of 6 m³/h for product transfer;
-Automatic feed valves;
–Control automation with dry-run protection for pumps;
-Installation of food- and steam-grade pipeline systems within the production facility infrastructure.
Result: a fully integrated, efficient, and reliable solution for liquid food product processing, compliant with the highest standards of food safety and hygiene.